Globe valves: product range


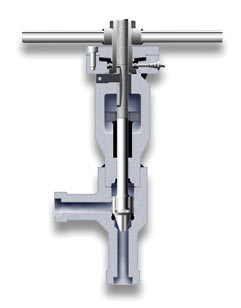
Straight Globe Valves
Globe valves are used for regulating flows inside of a pipeline. The desired degree of control or regulation, defines the type of valve and if it should be designed with or without cage guiding.
Where the flow conditions and the regulation requirements are not very severe, this valves are supplied without cage guiding, with flat or conical disc. It is important that the disc guiding be in the body or in the seat, in order to obtain trouble free operation without valve seizing and also a good seat tightness.
For applications that require regulation under severe conditions and where cavitations or flashing may occur, different type of discs (flat, parabolic, needle, ball) and seats are available to guarantee the right performances of the valve under each operating conditions.
Design: ASME B16.34, BS 1873
Code 12
Type: Globe
Bonnet: Bolted
Sizes: 1/2″- 48″
ANSI Class: 150-2500
Other codes: 32 Needle
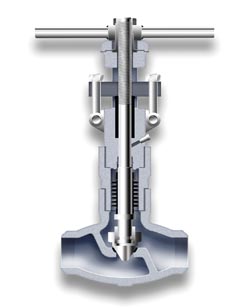
Code 17
Type: Bellows Seal Globe
Bonnet: Threaded & Welded
Sizes: 1/2″- 3″
ANSI Class: 150-1500
Other codes: 37 Bellows Seal Needle
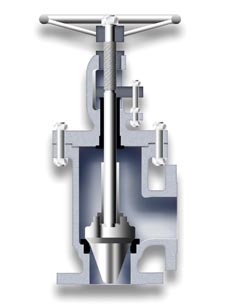
Code 15
Type: Globe
Bonnet: Pressure Seal
Sizes: 2″- 24″
ANSI Class: 600-4500
Other codes: 35 Needle

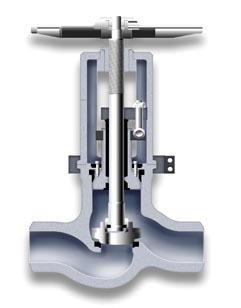
Code 78
Type: Bellows Seal Globe
Bonnet: Bolted
Sizes: 1/2″- 24″
ANSI Class: 150-1500
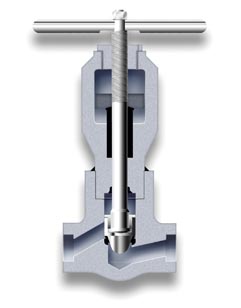
Code 11
Type: Globe
Bonnet: Threaded & Welded
Sizes: 1/2″- 3″
ANSI Class: 150-4500
Other codes: 38 Needle

Code 13
Type: Cryogenic
Bonnet: Bolted
Sizes: 1/2″- 48″
ANSI Class: 150-900
Y-Globe Valves
Among the diferent functions of this type of valve, most relevant aplication is as feed water stop valve, used to protect the water piping between the economizer and the feed water heaters during the hydrostatic boiler test.
These valves are also applicable wherever large volumes of fluid have to be handled at high pressure and/or high temperatures, handling steam and water at aceptable velocities and pressure drops.
Design: ASME B16.34, BS 1873, ISO 15761

Code 72
Type: Y-Globe
Bonnet: Bolted
Sizes: 1/2″- 24″
ANSI Class: 150-900

Code 75
Type: Y-Globe
Bonnet: Pressure Seal
Sizes: 2″- 24″
ANSI Class: 600-4500
Other codes: 16 Y-Needle

Code 77
Type: Bellows Seal Y-Globe
Bonnet: Threaded & Welded
Sizes: 1/2″- 3″
ANSI Class: 150-600

Code 71
Type: Y-Globe
Bonnet: Threaded & Welded
Sizes: 1/2″- 3″
ANSI Class: 150-4500
Other codes: 31 Y-Needle
Other codes: 34 Option Ø Lekeage

DESIGN FEATURES
- Low pressure drop.
- Excellent resistance to thermal changes.
- Quick and easy repair in the line.
- Seat integrally stellited.
- Disc fully guided.
- Renewable disc guide bushing.
- Drop-tight shut-off.
- Pressure seal design with clamp, easy to disassemble.
Angle Globe Valves
Babcock Valves’ angle globe valves are used for many different aplications where stop or regulating of fluid is required under high pressure and/or temperature conditions.
Design: ASME B16.34, BS 1873
Code 92
Type: Angle Globe
Bonnet: Bolted
Sizes: 2″- 48″
ANSI Class: 150-900
Other codes: 98 Needle

Code 95
Type: Angle Globe
Bonnet: Pessure Seal
Sizes: 2″- 48″
ANSI Class: 600-4500
Other codes: 96 Needle
Code 91
Type: Angle Globe
Bonnet: Threaded & Welded
Sizes: 1/2″- 3″
ANSI Class: 150-4500
Other codes: 93 Intermitent / Continuous Blow Down Valve

DESIGN FEATURES
- Allows installation in any position.
- Positive shut-off.
- Disc guiding.
- Stellited disc, seat and backseat.
- Welded or integral seat and/or backseat construction. • Streamlined body flow areas.
- Stem guide collar to prevent stem rotation and serve as indicator for open and close position.
- Pressure seal design with clamp, easy to disassemble.

Code 14
Type: Y-Angle Globe
Bonnet: Pressure Seal
Sizes: 2″- 24″
ANSI Class: 600-4500
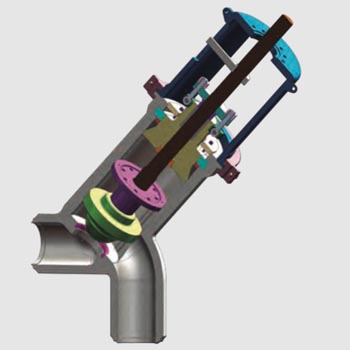
Y-Angle Globe Valves
Babcock Valves’ Y-Angle globe valve (also called elbow-down) is used at the discharge of circulating pumps on controlled circulation boilers.
Located at the inlet of the vertical discharge line, the valve shall work as a shut-off globe valve.
This design includes all advantages of a Y-body permitting at the same time the elbow outlet connection to the vertical line.
ASME B16.34, BS 1873
DESIGN FEATURES
- Low pressure drop.
- Excellent resistance to thermal changes.
- Quick and easy repair in the line.
- Equalizer increases disc lift.
- Seat integrally stellited.
- Disc fully guided.
- Renewable disc guide bushing.
- Drop-tight shut-off.
- Pressure seal desing with clamp, easy to disassemble.
- Narrow tapered cone seat faces.
- Stem guide collar to prevent stem rotation.
- Impact gear operator with heavy weight construction.
- A portable air wrench operating from 90 psi plant compressed air supply turns the valve stem.
- Combined radial and thrust berings transmit heavy opening and closing loads.
Types of disc
Globe valves can be supplied with four types of disc depending on the application.
Each type shall allow a different grade of control over the circulating fluid. The right combination of a type of disc and material of construction and hardfacing, will minimize wear caused by cavitation in severe applications.
DISC FUNCTIONALITY
The chart shows the stem opening related to the quantity of flow provided. It indicates as well the grade of control over the fluid between the different type of disc that we can supply.
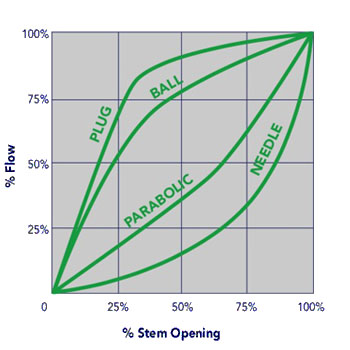
PLUG TYPE DISC
The disc has a flat finished, being the most normal globe disc type, as well as simple and economical. Designed to permit flow passage or flow stop without regulation. Therefore, it is normally used for positive shut off service.

BALL TYPE DISC
Lower half of the disc has a ball shape, permitting flow passage and flow stop, having the possibility to control partia- lly the flow mainly in low pressure service.

NEEDLE TYPE DISC
With the needle disc design the flow rate is better controlled than other disc designs and a fine regulation is got.

PARABOLIC TYPE DISC
It is similar to the ball type disc, but its parabolic design provides a higher flow regulation, having a better behavior against wear.
Types of Bonnet
The most common connection between valve body and bonnet for ASME ratings up to 600.
Under demand, it can be also used for high pressure applications up to class 2500.
The Babcock’s strong designs and a precision machining of bodies and bonnets shall guarantee the best performances of the valves during operation.
The right sealing between body and bonnet is made by designing a more than sufficient type and number of bolts, and selecting the best gasket for each service.
There are different joint / gasket designs for each applicable ASME rating. A flat oval gasket is normally used for low pressure (class 150) and a spiral wound gasket for intermediate pressures (class 300) and high pressure (class 600). Other type of joints as corrugated or ring type are also available under demand.
NOTE:
For Class 900 and superior, the Bolted Bonnet gasket used is RTJ.
STANDARD BOLTED BONNET GASKETS
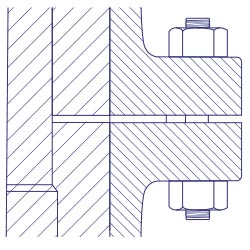
Class 150
Detail for
FLAT GASKET
Class 300
Detail for
FLAT GASKET
Class 600
Detail for
FLAT GASKET
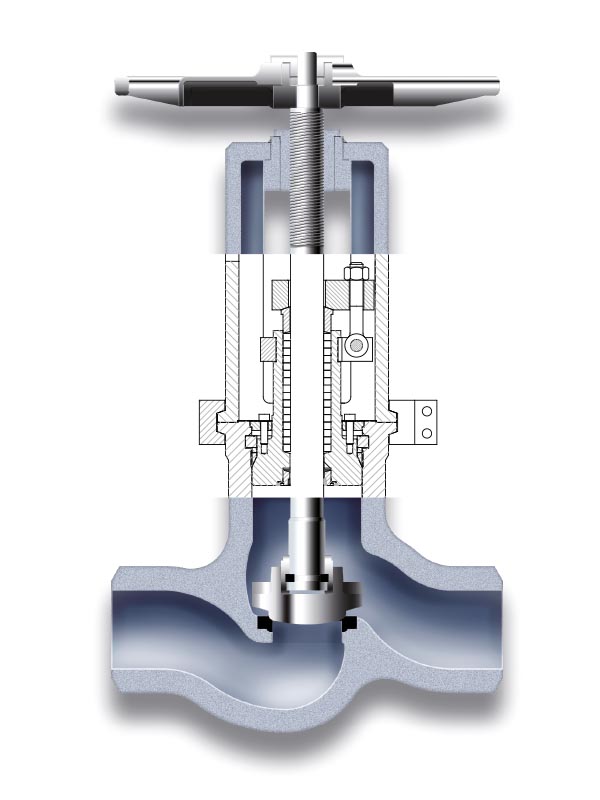
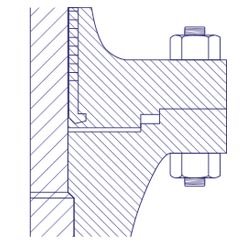
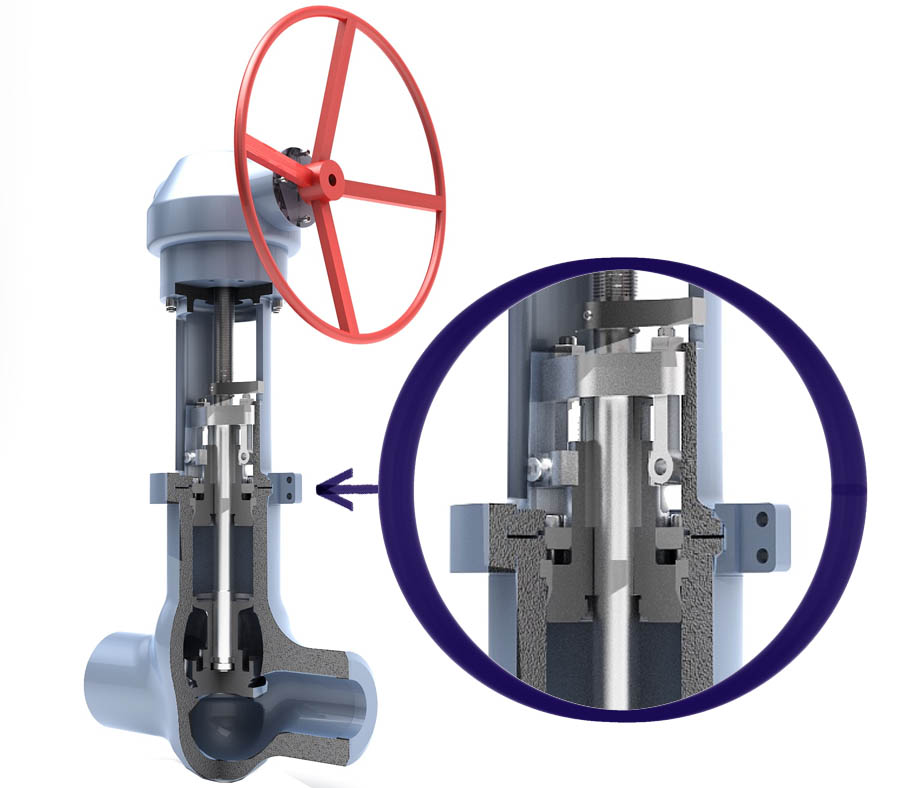
Pressure seal bonnets allow high pressure service, typically in excess of 15 Mps (2250 psi).
The main feature about the pressure seal bonnet is that the body-bonnet joints seals improves as the internal pressure in the valve increases, compared to other constructions where the increase in internal pressure tends to create leaks in the body-bonnet joint.
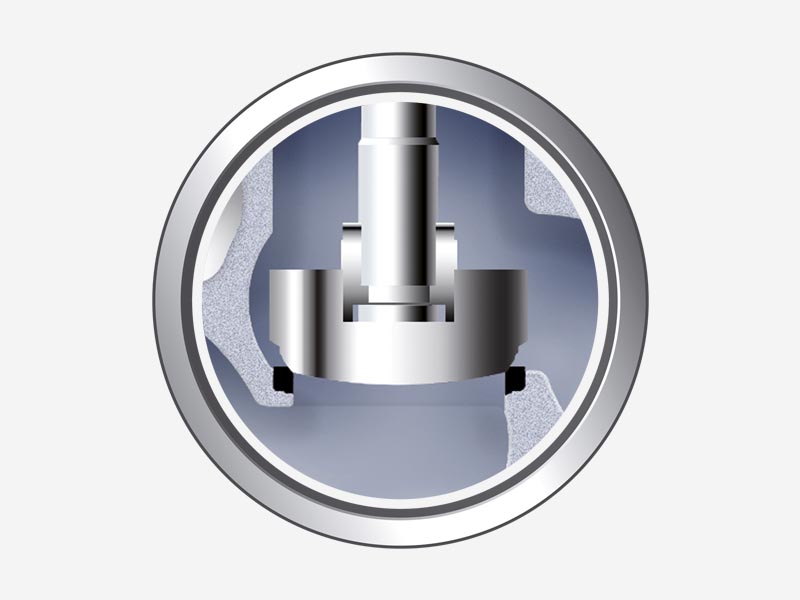
The basic operation of this kind of valve, where the seal is achieved from the pressure exerted by the fluid flowing trough the valve, is as follows:
Internal pressure forces the bonnet upwards against the gasket, creating forces in the contact areas between the gasket and the bonnet and between the gasket and the body.
Leaks most commonly arise at the contact surface between the gasket and the body. The area where the body is in contact with the joint is covered by stainless steel, improving surface’s quality and avoiding corrosion issues.
Gaskets are carefully designed to produce a tight seal regardless of the line conditions, that can be easily dismantled for maintenance operations.
GENERAL DESCRIPTION
The basic operation of this kind of valve, where the seal is achieved from the pressure exerted by the fluid flowing through the valve, is as follows:
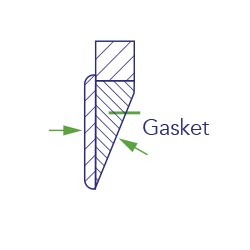
Fig. 1
Forces making the seal
Internal pressure forces the bonnet upwards against the gasket creating forces in the areas of contact between the gasket and the bonnet (disc shaped area). and between the gasket and the body (valve passage area). See (Fig. 1 ). The quality of the seal between the surfaces depends upon two basic considerations, these being the surface quality of the areas in contact, and the degree of force (load per unit area) which holds them together.
It is easier to achieve the seal from the two gasket surfaces where a seal is made (gasket-bonnet and gasket-body) in the gasket bonnet contact area, in comparison to the larger component of the force exerted by the pressure inside, and it is more than sufficient to provide a tight seal.
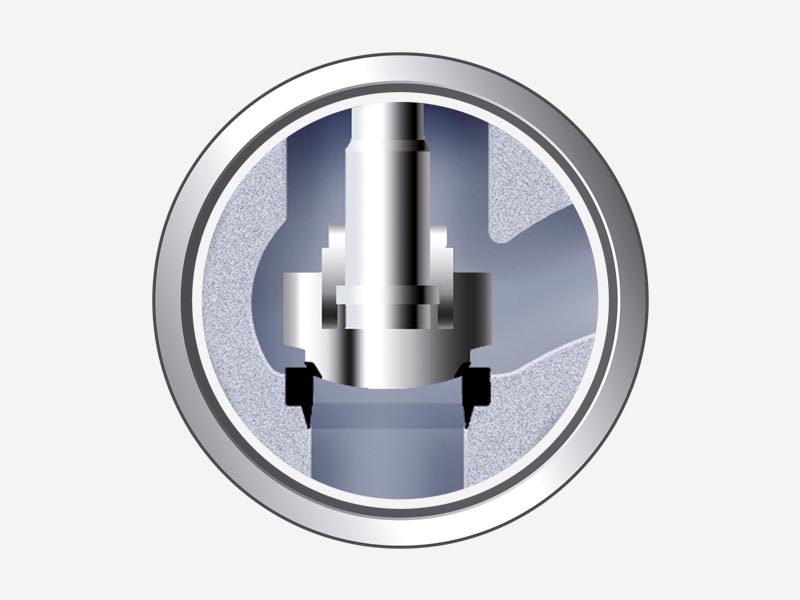
Leaks most commonly arise at the contact surface between the gasket and the body. The .area where the body is in contact with the joint (Fig. 2) is covered with stainless steel, and this improves surface quality and avoids corrosion problems. The force actuating between the contact joint body surfaces is the horizontal component of force perpendicular to the contact surfaces between the bevelled surfaces of the joint and bonnet. The efficiency of the seal between the gasket and body is determined basically by the gasket angle, which in turn determines the horizontal force component that will act upon them. The smaller the gasket angle, the greater the horizontal component is, and hence, the harper the angle on the bevelled surface, the greater the horizontal component, and the better the seal.
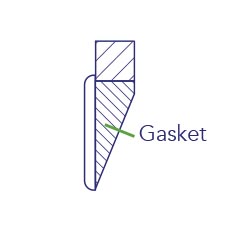
Fig 2
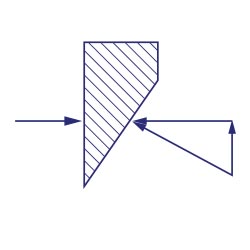
Fig. 3
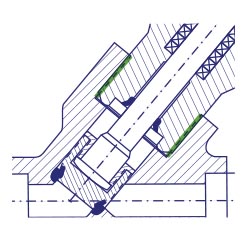
Angle 25º
A gasket designed with a 25° angle (Fig. 3) will turn into radial force, a greater component of the force exerted by the pressure from the line on the bonnet, than a gasket designed with an angle of 30° 45° (Fig.4). Moreover, in order to achieve large unitary loads, the surface upon which the force is exerted may be reduced, with checks being performed to ensure that the surface is sufficient to support the load without cracking.
When a pressure seal joint is required to seal over a large range of pressures, there may be difficulties. A gasket which is sufficiently small so as to seal under a pressure of 500 psi. may not support 2.500 psi.
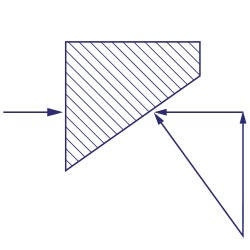
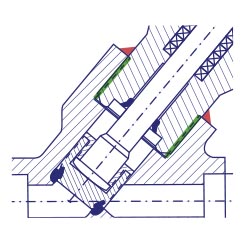
Fig. 4
Angle 45º
A way to overcome this problem is to design the gasket bonnet contact surfaces to have a difference of one degree between them (Fig. 5).
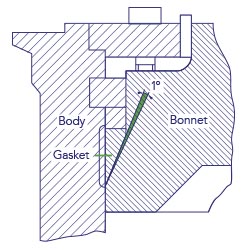
Fig. 5
Before the gasket is tightened, only its edge is in contact with the bonnet (Fig. 6).
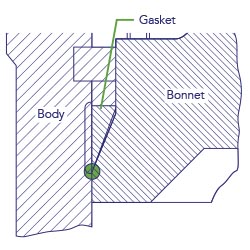
Fig. 6
Under pressure, one part of the gasket will deform and enter into contact with the bonnet (Fig. 7).
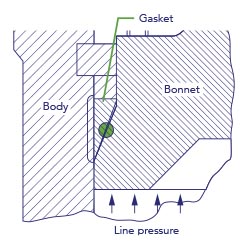
Fig. 7
A careful design of the gasket pressure seal angle will prevent those more serious difficulties found with large angle gaskets (30°-45°). With a narrow gasket angle (25°), a tight seal can be achieved by applying little pressure, and once the seal has been made, it will stay tight regardless of line conditions. Certain tests performed with narrower gaskets (15°-20°), showed that the seal became so tight that it was impossible to remove the gasket. A gasket of approximately 25° is found to produce a seal that can be easily dismantled.
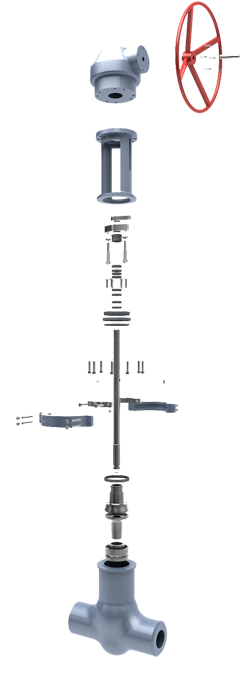
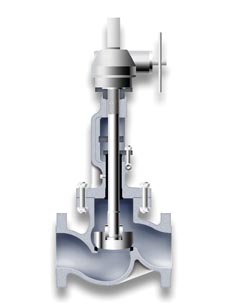
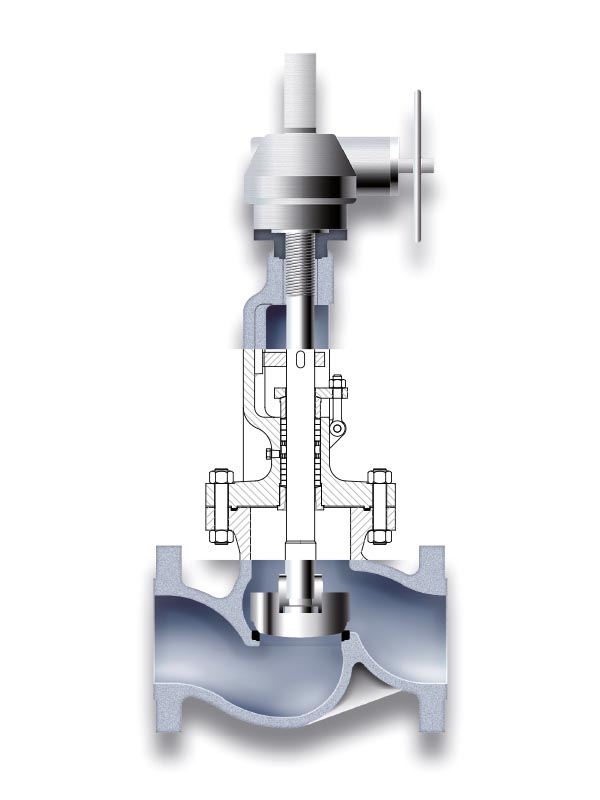
BODY
Available both in cast and forged steel, it has been designed to meet all the requirements of ASME, API and BS..
The body-bonnet connection is made by a pressure seal gasket. Its pre-stress condition is achieved by means of bolts screwed to the bonnet flange.
Ends are normally butt-welding although they can be also flanged on request.
All bodies are provided with integrally cast bosses, located and sized in accordance with ASME B16.34, which allow the provision of drain connections, supplied on request.
BONNET
Usually constructed in the same materials as the body, being designed so that the wall thickness always exceeds the requirement of API 600.
A back seat (13) bush is fitted inside the bonnet lower cavity, to provide a closure when de valve is fully open. This permits the valve to be repacked while in service.
The bonnet has a deep stuffing box in which packing rings are placed.
Stuffing box is designed with sufficient space to allow lantern ring to be fitted.
YOKE
Separate rigid yoke is provided to withstand the thrust of the actuator. Large windows allow easy access and ventilation of the packing area. The yoke is connected to the body by a two pieces clamping ring (193) and four clamp bolts. This connection is very solid and enables easy maintenance at site.
The upper part of the yoke is suitably machined to house the yoke sleeve (11).
The yoke is usually made of cast carbon steel regardless
STEM
Constructed in stainless steel, machined from solid bar stock. The single piece non rotating stem is connected to the disc (8) by a rounded head connection trough bearing ring (31A), and a stem retainer (29) and disc nut (18) assure the integrity of the kit.
A conical shoulder is also provided to ensure effective and tight seal backseat which allows the stuffing box to be replaced with the valve in service. The stem dimensions conform to API 600. Special care is taken in the machining of the stem, including the final polishing of the travelling area (contact with the stuffing box). This allows a low-friction surface and a superior corrosion resistance.
GLAND BUSHING & FLANGE
They are supplied in two separate self aligning pieces, to ensure uniform pressure is effected during tightening of the packing.
The upper part of the gland, which comes in contact with the gland flange, is spherical in shape.
The gland flange is made of carbon steel but, upon request, other materials can be supplied.
SEAT RING
Supplied in forged stainless steel, hardfaced with Stellite-6 (2 mm of minimun thickness). Seat ring is renewable, normally welded to the body.
Sealing contact surface is lapped for a perfect tight seal. Contolled hardness differentials are maintained between the disc and the seat ring, as required by API 600 Std.
DISC
Constructed in forged stainless steel.
Disc is of swivel type, allowed to turn round freely upon the stem. Normally is of loose, Plug type, though can also of Ball, Needle and Parabolic shapes (equal percentage). Contact face is overla- yed with Stellite-6 (2 mm of minimun thickness).
The stem-disc combination can be adapted to Stop-Check function.
YOKE SLEEVE
Designed to permit removal from the bonnet or yoke while the valve is in service.
The yoke bushing assembly is mounted in ball bearings. It is normally made of cast aluminium bronze, having high resistance to wear and high melting point. Other materials such as Ni-resist can be supplied on request.
BACK SEAT
The back seat can be supplied as a threaded stainless steel bush, welded to the bonnet or of integral type. It can be hardfaced with Stellite-6 or orther materials as required.
This seat allows the valve to be repacked under pressure.
HANDWHEEL
The handwheel is normally supplied of Hammer type, made of cast construction.
The handwheel is designed to allow easy operation of the valve. Other types of control are available and, in some cases, are indispensable for a good operation, for instance: Chain wheel, gear operator, geared hammer handwheel, electric actuator, electro-hydraulic actuator or pneumatic actuator.
PRESSURE SEAL GASKET
The pressure seal gaskets are usually supplied of compressed graphite, bordered on the upper and lower edges with braided filaments of graphite and Inconel.
Gaskets can also be made in stainless steel.
GLAND BOLTS & NUTS
The gland studs are of the eye-bolt type, which can be provided with live load systems, by means of belleville rings.
PACKING
Packing is made of an adequate number of preformed rings.
For general applicatios high grade graphite material is supplied, using compressed rings in the center and braided anti-extrusion rings on top and bottom. Graphite is selected of an approved quality.
Other types of packing are also available for particular services.
SPACER RING
Made of a single piece coverting the upper part of the pressure seal gasket. It is normlly manufactured in the same material as the body.
GASKET RETAINER
It is made normally of the same material as the body, and constructed in four pieces, called segments. The segments are sized to minimize the gap among them.
The segmental ring supports all the forces transmitted from the bonnet through the pressure seal gasket and the spacer ring. It is calculated to withstand all the force without cracking.
BONNET RETAINER
Designed sufficiently resistant to withstand the forces transmitted by the bonnet screws (111).
The bonnet retainer is normally made of same material as the body, but it can be constructed in any other material on request. It is machined to match exactly with the body, what guarantees a pefect alignment of the unit.
YOKE CLAMP
The body-yoke connection is created by means of a bipartite clamping ring. The internal connection between the clamp, body and yoke is conical, assuring a perfect tightening.
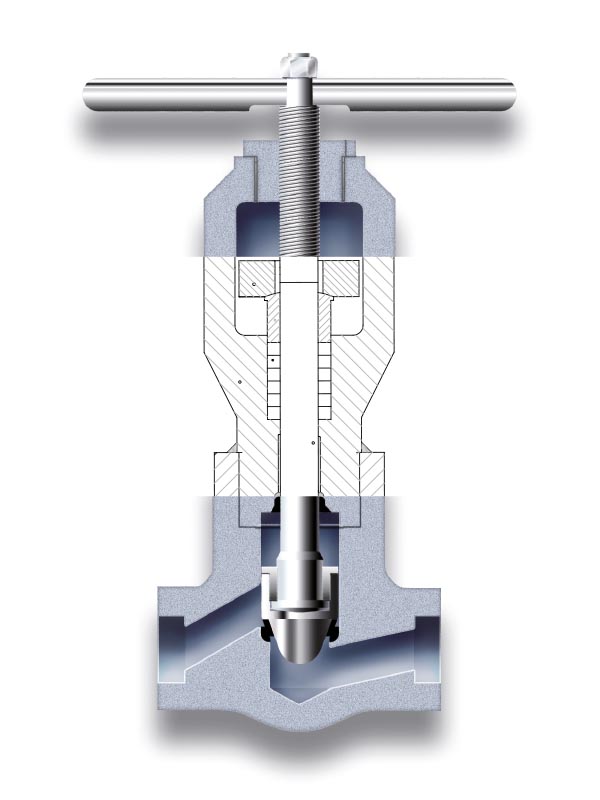
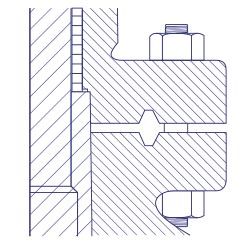
The double sealed design.
Unlike the bolted bonnet and pressure seal body-bonnet closure systems, the threaded & welded system consists of a double-sealed design, first by threading the bonnet-yoke to the body, and second by sealing it by means of a welding seam.
The necessary non destructive tests are carried out to ensure a perfect sealing.
Under demand, a sealing gasket can also be placed between body and bonnet.
The threaded & welded design is primarily used on small size forged valves up to 2″, and for high pressure ratings, from ASME class 900 to 4500.
Threaded
Welded

BABCOCK VALVES S.A.
ADDRESS
P.E. Abra Industrial, Parcela 1.5.6 – 48530 Ortuella (Bizkaia) Spain
TELEPHONE
(+34) 944 536 423
FAX
(+34) 944 535 739
Inquiry form
You can send us any question of your interest.
We will get back to you as soon as possible.
Legal disclosures
Cookies policy
Privacy statement