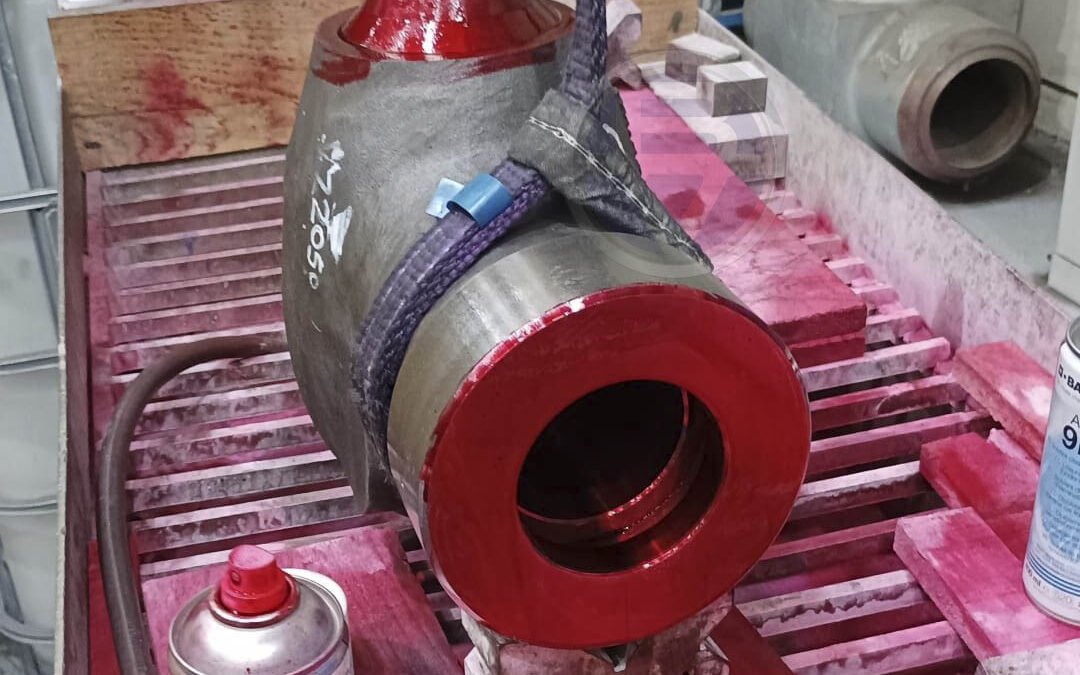
Here we have a DN65 (2 ½”) ANSI Class 2500# High Alloy A217 C12A swing check valve during body inspection, performing a PT test.
Valve body inspections help ensure compliance with industry standards and regulations. Valves are often subjected to specific design codes, and inspections verify that the valve body meets these criteria. This is particularly important in industries where safety and environmental considerations are paramount.
The Radiographic Testing (RT) examination plays a pivotal role in assessing the integrity and quality of butt weld ends in industrial applications. In butt weld ends, where two pipes or components are joined, the RT examination is particularly critical. It provides a non-destructive method to evaluate the soundness of the weld, ensuring that it meets specified standards for strength and reliability. Detecting and addressing any defects in the weld is essential for preventing potential failures, leakages, or structural weaknesses in the welded joints.
In addition to Radiographic Testing (RT) for weld examinations, body machined parts in valve body testing often undergo Liquid Penetrant Testing (PT) as a complementary inspection method. PT is particularly valuable for detecting surface-breaking defects and discontinuities in machined components, including valve bodies.
After the performance of the RT examination in Butt Weld ends, all body machined parts shall be also PT (Liquid penetrant) checked. Both non-destructive evaluations are under ASME B16.34 APP. II/III acceptance criteria.
Liquid penetrant testing involves applying a liquid dye or fluorescent penetrant to the surface of the machined parts. The penetrant seeps into any surface openings, such as cracks or pores, by capillary action. After a designated penetration time, the excess penetrant is removed, and a developer is applied to draw the penetrant out of the discontinuities. This process highlights and makes defects visible under UV light or visible light, allowing inspectors to identify and assess any surface irregularities.
The valve will be installed in the HP De-Super heater Spray Water line. Process design conditions 219 barg (3176,3 psig) & 558,7 °C (1037,7 °F).
#pttesting #nde #rttesting #welding #valvebodyinspection #swingcheck #nonreturnvalveValve body inspection